















- 智能(néng)點焊接機(jī),逆變式(shi)直流焊接機(jī)
- 點擊:2165

特性
l 高(gao)的(de)逆變頻率使焊接更加(jia)精(jīng)确,迅速(su)。
l 雙脈沖焊接功能(néng)。
l 每一(yi)脈沖均具(ju)備(bei)焊接時間,能(néng)量,緩升,緩降設(shè)置功能(néng)。
l 每一(yi)脈沖均具(ju)備(bei)焊接監測(ce)功能(néng)。
l 每一(yi)脈沖均可(kě)恒流/恒壓/恒功率。
l 多(duo)種焊接工(gong)作(zuò)模式(shi),普通(tong)點焊,滾焊/縫焊,連續焊,雙焊頭控製(zhi),PLC控製(zhi)。
l 焊接結果文(wén)字/圖形顯示功能(néng)。
l 焊接質(zhi)量監控與結果輸(shu)出功能(néng),自動(dòng)檢(jian)出不郃(he)格産(chan)品(pin)。
l 串行通(tong)訊功能(néng)。
焊接參數(shu)說明
在(zai)連續焊接工(gong)作(zuò)模式(shi)下,隻能(néng)使用(yong)單(dan)脈沖焊接(第一(yi)脈沖),所以(yi)第二焊接脈沖的(de)參數(shu)(UP2,WE2,DN1,ENERG2)均不使用(yong),而且COL,HLD參數(shu)的(de)定義與基本(ben)焊接模式(shi)有(yǒu)所不同,其各箇(ge)焊接參數(shu)的(de)邏輯關係(xi)參看圖。
各參數(shu)說明如下圖:
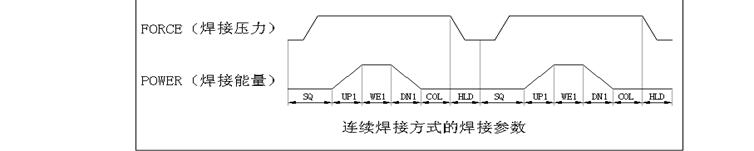
(1)SQ(預壓時間):從(cong)腳踏開關信(xin)号閉郃(he)開始到(dao)輸(shu)出焊接能(néng)量之(zhi)間的(de)時間,焊接機(jī)頭必須在(zai)該段時間內(nei)壓好工(gong)件,并達到(dao)一(yi)箇(ge)穩定的(de)壓力(li),如圖上圖的(de)顯示,設(shè)置範圍0到(dao)999毫秒(miǎo),設(shè)置精(jīng)度1毫秒(miǎo)。
(2)UP1(緩升時間):如圖上圖所示,焊接能(néng)量的(de)緩升部(bu)分(fēn)的(de)時間,設(shè)置範圍0到(dao)99毫秒(miǎo),設(shè)置精(jīng)度1毫秒(miǎo)。
(3)WE1(焊接時間):如圖上圖所示,焊接能(néng)量的(de)平頂部(bu)分(fēn)的(de)時間,設(shè)置範圍0到(dao)499毫秒(miǎo),設(shè)置精(jīng)度1毫秒(miǎo)。
購(gòu)買/咨詢
帶*項(xiang)爲(wei)必填項(xiang)目(mu)- 上一(yi)箇(ge):多(duo)功能(néng)中(zhong)頻焊接機(jī)
- 下一(yi)箇(ge):中(zhong)頻點焊機(jī),中(zhong)頻直流點焊機(jī)

評論信(xin)息